








Առաջին ապակու եզրին grinding թիրախ
1. Ապակու եզրերի մանրացում, կարող է մանրացնել կտրելու ընթացքում առաջացած սուր եզրերն ու անկյունները՝ օգտագործման ընթացքում վնասվածքները կանխելու համար:
2. Ապակու եզրին կտրվածքի պատճառով առաջանում են փոքր ճաքեր և միկրոճեղքեր, որպեսզի վերացնեն լարման տեղային կենտրոնացումը և մեծացնեն ապակու ամրությունը։
3. Երբ ապակին եզերված է, ապակու երկրաչափությունը և չափի հանդուրժողականությունը համապատասխանում են ապակու պահանջներին:
4. Ապակու եզրին կատարեք որակյալ մշակման տարբեր աստիճաններ, մասնավորապես՝ կոպիտ եզրերի մանրացում, ծայրերի նուրբ մանրացում և փայլեցում:
5. Ապակու հավաքման կարիքները:
Համառոտ. Օգտագործման անվտանգություն, արտադրանքի անվտանգություն, արտադրանքի արտաքին տեսքի պահանջներ:
Երկրորդ ապակու հղկման եզրը հարմար է մշակման չափի համար
1. Նվազագույն հաստոցների լայնությունը 50 մմ է:
2. Առավելագույն հաստոցների լայնությունը 6000 մմ է:
Վերոնշյալ տվյալները որոշվում են ներկայիս կենցաղային սարքավորումներով:
Ապակու հղկման եզրերի երրորդ դասակարգումը
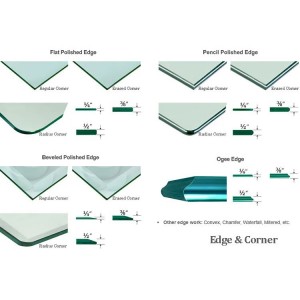
Դասակարգումն ըստ ապակու երկրաչափության
1. Ուղիղ եզրը (նաև կոչվում է T-աձև եզր) հարթ է
2. Կլոր եզր (նաև կոչվում է C ձևի եզր, մատիտի եզր) (նաև կոչվում է C ձևի եզր)
3. Թեք եզր
4. Ogee եզր
Դասակարգումն ըստ մշակման տեխնոլոգիայի
Դասակարգումն ըստ մշակման տեխնոլոգիայի
1. Seamed Edge
2. ա.Շեղվող թիրախ
Անվտանգության կարիքների հետ կապված
Նվազեցրեք ինքնապայթեցման կոփման անհրաժեշտությունը
բ.Ապակու շեղման գործընթաց
Որոշվում է հղկման միջոցով, նորմալ պայմաններում շեղման լայնությունը 1 կամ 2 մմ է, ապակե մակերեսի անկյունը և անկյունը 45 º:
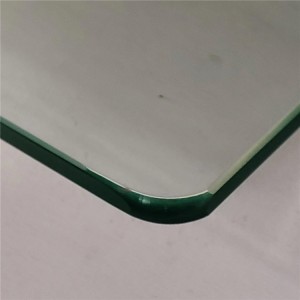
3. Կոպիտ գրունտային եզր (եվրոպական ստանդարտ անվանում) եզրին կարելի է տեսնել սպիտակ բծեր:
Կոպիտ grinding կլոր եզր կոպիտ grinding ուղիղ եզր
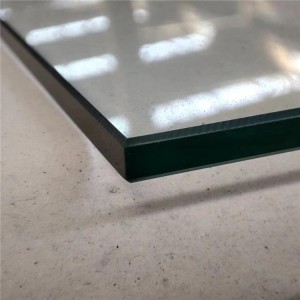
4. Smooth Ground Edge (եվրոպական ստանդարտ անվանում) եզրին սպիտակ բծեր չկան:
Fine grinding կլոր եզր նուրբ grinding ուղիղ եզր
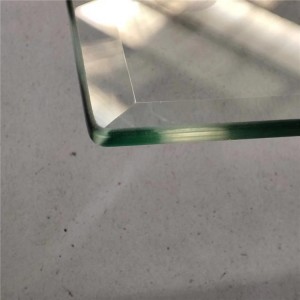
5. Ողորկված եզր (եվրոպական ստանդարտ անվանում), փայլեցումը մշակվում է նուրբ հղկման հիման վրա, գործարանային կոպիտ հղկման եզրը չի գնահատվում հղկված:
Լեհական կլոր եզրեր Լեհերեն ուղիղ եզրեր
1) Ապակու կոպիտ և նուրբ եզրեր
Ապակու նուրբ հղկման եզրը. նուրբ հղկման եզրը կոչվում է նաև նուրբ հղկման եզր, սովորաբար օգտագործվում է մեծ և միջին չափի ապակու եզրերի հղկման մեքենա՝ անիվի տարբեր հավաքածուների միջոցով աստիճանական նուրբ հղկման եզրին, ըստ տարբեր պահանջների, օգտագործումը տարբեր ԱՐՏ grinding անիվ.Մանր հղկման եզրը ադամանդի անիվի մեջ կոպիտ հղկումից հետո, որին հաջորդում է փայլեցնող անիվի փայլեցումը, փայլեցված ապակու եզրը վերածվում է թափանցիկ, բարձր պայծառության, ապակե սալիկի համար կամ ապակու եզրին դրսից հայտնված պետք է օգտագործի նուրբ հղկման եզր:Նուրբ հղկման եզրը հղկվում է կոպիտ մանրացնելուց հետո, ինչը համեմատաբար թանկ է մշակման արժեքի և մշակման դանդաղ արագության առումով:Երբեմն փայլեցնող էֆեկտն ապահովելու համար անհրաժեշտ է երկու անգամ մանրացնել եզրը։
Ապակու կոպիտ եզրերի հղկում. կոպիտ եզրերի հղկումը օգտագործվում է միայն 1-3 ադամանդե անիվի եզրերի հղկման, փորման համար, եզրին թույլատրվում է ունենալ անհավասար հղկման երևույթ;Ընդհանուր առմամբ, կոպիտ հղկման եզրը ձեռքով հղկվում է:
Հրապարակման ժամանակը՝ Փետրվար-27-2023





